
Post by CARL on Feb 16, 2017 23:45:03 GMT -5
The last few years I have been getting alot of calls about prepping out Dart and Bowtie small blocks and a lot of shops out there do not spend the time to prep the block correctly. I start with tapping the oil galley holes with a tapered coated pipe tap. Most blocks are done with a straight pipe and when putting in tapered pipe plug the may only go in a turn and half, On the Dart Little-M block there is one oil galley hole on the pan rail that most shops do not bother with it which is a big problem when the pipe plug sits above the pan rail.

I also port match the rear main cap to the oil pump as seen in this pic.

Next step is to chamfer the bottom of the cylinders and main housing bores, Chamfer the cam plug hole and and freeze plug holes. I clean up the oil return in the center of the block.

First thing I do is probe the block for deck heights, Cylinder size and location X and Y axis.

Next is to square and deck.

Next is to bore

Chamfer the top of the cylinders.

This area is always over looked and its the water holes in the decks they have to be matched to the head gasket for proper coolant flow and also the oil return on the upper corner of each deck.

When I plate hone I use the same gasket and hardware to be used in the end build, Studs I go with a .950 reach and bottom tap the head bolt holes at no charge and drop a BB before installing the studs.


99% of my customers go to main studs and I see the housing bores tighten up to .0008 so I do line hone each block to at least the middle of high side.

![]()
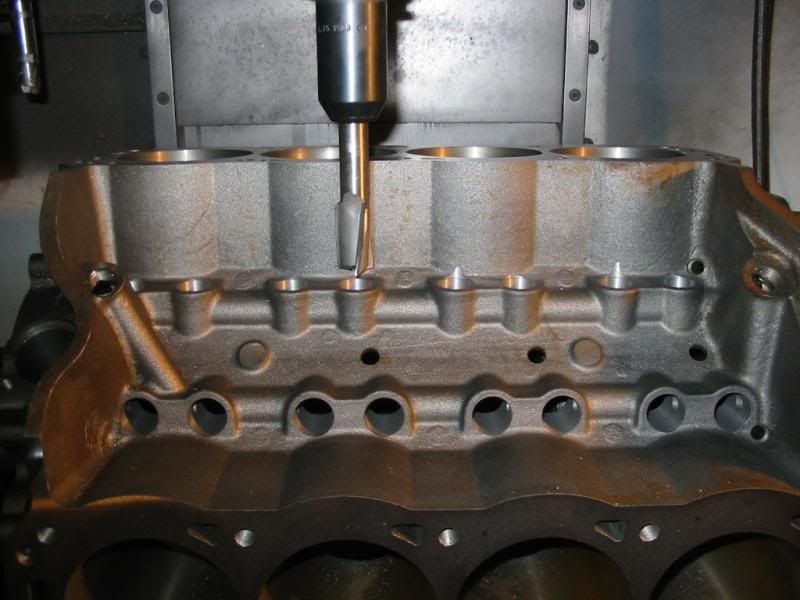
Lifter bore work I can machine .842, .874, .904, .937 I spot face the top of the lifter bores flat. There are a lot of companies out selling blocks with out sizing lifter bores. I don't let a block out of my shop with out having lifters in hand unless the shop may want to do the finish sizing them selves.
First I spot face the top of the lifter bores flat.
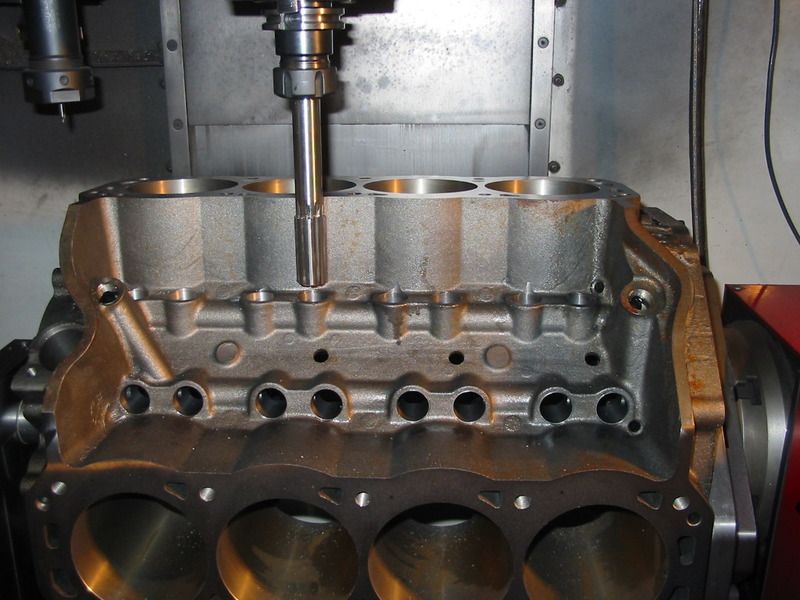
Next Blue print bore.
![]()
Next is to ream with in .001 of final size or if installing bushings they are machined .998 for a 1.000 OD bushing.
Next is finish honing the lifter bores to size.

One other step I do on the SBC and BBC is chamfer the top of the distributor hole and I also chamfer the intersecting hole the goes through the distributor hole. So the O-ring does not get torn when installing the distributor.
I also port match the rear main cap to the oil pump as seen in this pic.
Next step is to chamfer the bottom of the cylinders and main housing bores, Chamfer the cam plug hole and and freeze plug holes. I clean up the oil return in the center of the block.
First thing I do is probe the block for deck heights, Cylinder size and location X and Y axis.
Next is to square and deck.
Next is to bore
Chamfer the top of the cylinders.

This area is always over looked and its the water holes in the decks they have to be matched to the head gasket for proper coolant flow and also the oil return on the upper corner of each deck.
When I plate hone I use the same gasket and hardware to be used in the end build, Studs I go with a .950 reach and bottom tap the head bolt holes at no charge and drop a BB before installing the studs.
99% of my customers go to main studs and I see the housing bores tighten up to .0008 so I do line hone each block to at least the middle of high side.
Lifter bore work I can machine .842, .874, .904, .937 I spot face the top of the lifter bores flat. There are a lot of companies out selling blocks with out sizing lifter bores. I don't let a block out of my shop with out having lifters in hand unless the shop may want to do the finish sizing them selves.
First I spot face the top of the lifter bores flat.
Next Blue print bore.
Next is to ream with in .001 of final size or if installing bushings they are machined .998 for a 1.000 OD bushing.
Next is finish honing the lifter bores to size.

One other step I do on the SBC and BBC is chamfer the top of the distributor hole and I also chamfer the intersecting hole the goes through the distributor hole. So the O-ring does not get torn when installing the distributor.
 ?
?